
47kg and 53kg Rail in Australia: From Imperial Roots to Modern Networks
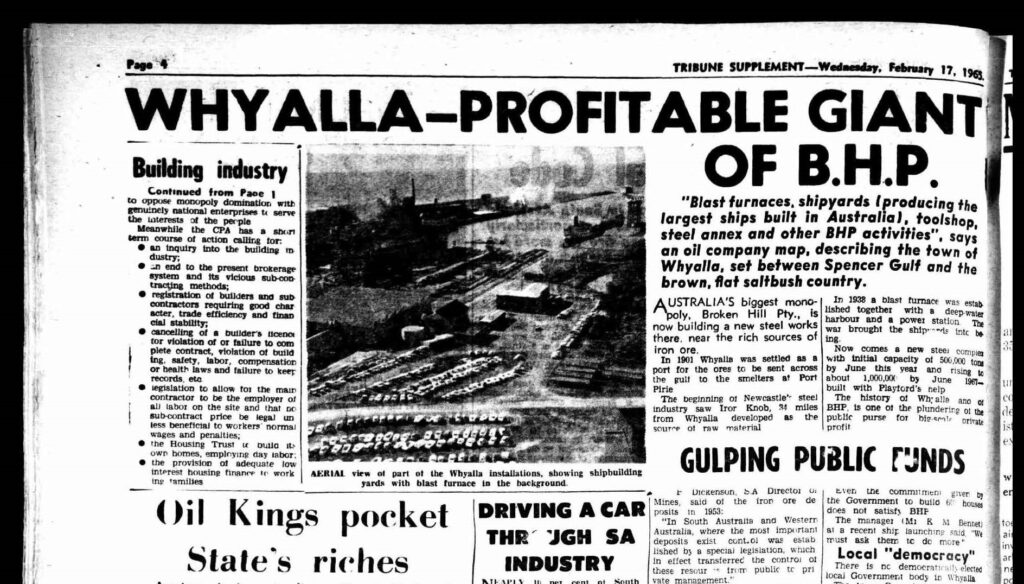
If you work in Australian railway engineering, maintenance, or procurement, the designations 47kg and 53kg are immediately familiar — not just as dimensions, but as historical markers. These two mid-weight rail profiles, trace a lineage that runs from the imperial steelworks era, through the metrication of the 1970s and 80s, right up to modern network approvals.
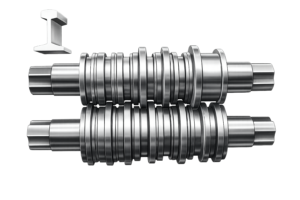
How is rail manufactured? Let’s look at the rail rolling process
Rails are the backbone of every rail network. Designed to carry extreme loads over millions of wheel passes, rail must be manufactured with a high degree of precision to ensure safety, durability and long service life.
From heating and rolling through to straightening and inspection, the rail manufacturing process combines metallurgy, mechanical engineering and strict quality control. This article explains how rail is manufactured, step by step, and why each stage is critical to performance in service.
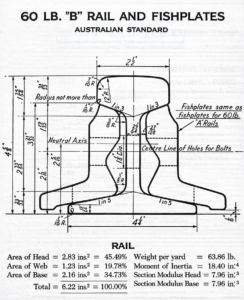
How should I replace BHP 60lb Rail or 31kg Rail?
When maintaining or upgrading industrial tracks, slipways, or crane runways, a major challenge is sourcing replacements for rail sections that are no longer manufactured. This includes BHP 60 lb B rail and the later 31 kg rail profile. Both have been out of production for decades, which means operators today need a reliable, modern alternative.
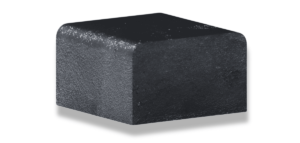
What is Block Rail?
Block Rail, or flat bar crane rail, is a simple yet essential component in crane rail systems throughout Australia. It supports smooth reliable travel for trolleys and overhead cranes in workshops warehouses and industrial facilities.